

Caricamento...
MTI | SKU:
DIE16DB
Stampo di pressatura per pellet secco da 16,5 mm di diametro interno - EQ-Die-16D-B
€439,71
Prezzo unitario
/
Non disponibile
Impossibile caricare la disponibilità del ritiro
Consegna e spedizione nell'UE
Consegna e spedizione nell'UE
Nel preventivo aggiungeremo i costi di spedizione, assicurazione e sdoganamento.
Stampo di pressatura per pellet secco da 16,5 mm di diametro interno - EQ-Die-16D-B
MTI
EQ-Die-16D-B è uno stampo di pressatura con diametro interno di 16,5 mm per la produzione di pellet campione con diametro di 16,5 mm. Lo stampo di pressatura è realizzato in acciaio al carbonio altamente allungato e lucidato per ottenere un'elevata durezza e soddisfare i requisiti essenziali per la produzione di campioni di ceramica o metallo.
( Struttura modificata dal 10 aprile per un rilascio più rapido )
SPECIFICAZIONI:
| Numero di modello | EQ-Die-16D-B | |||
| Carico massimo | 16 tonnellate metriche (a temperatura ambiente) 910 MPa |
|||
| Materiale |
Acciaio temprato HRC 60 - 62 Ra 0,08 m acciaio altamente lucidato Tutti gli stampi di pressatura sono realizzati in acciaio al carbonio ad alta resistenza per ottenere un'elevata durezza e soddisfare i requisiti essenziali per la realizzazione di campioni di ceramica o metallo. In caso contrario, la superficie di pressatura potrebbe graffiarsi. |
|||
Dimensioni |
|
|||
| Peso | 1,3 libbre. | |||
Requisiti del materiale
|
|
|||
| Contenuto della confezione |
|
|||
Precauzioni per la sicurezza
 |
|
|||
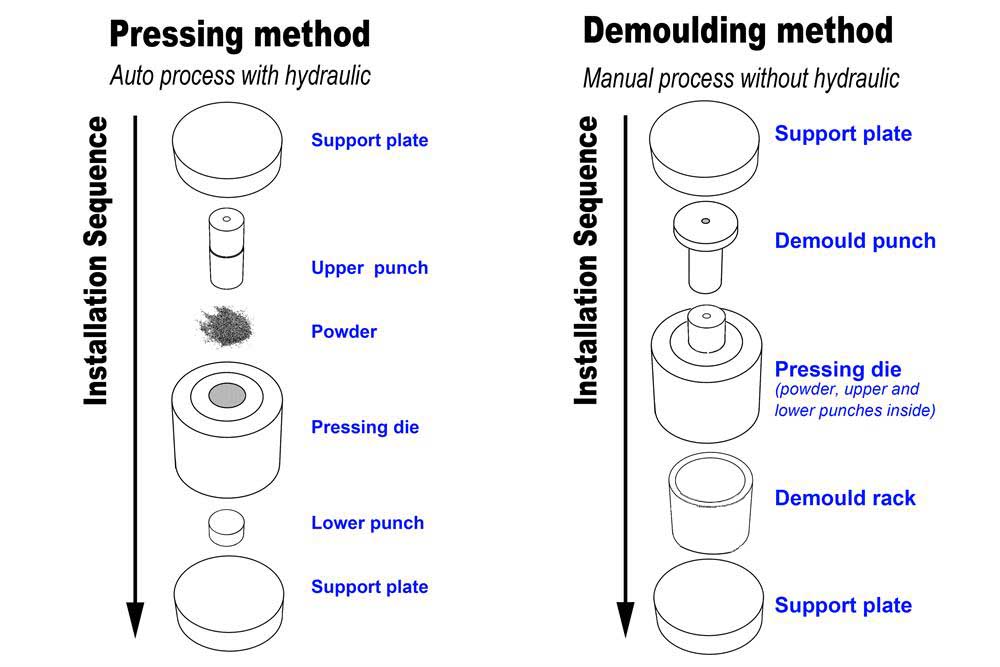
| Schema di installazione dello stampo di pressatura / Istruzioni |
|
|||
| Note applicative |
|
|||
| Garanzia |





{kind=link}
{kind=link}
{kind=link}
{kind=link}